山东金轮机械制造有限公司是集设计、研发、生产于一体的大型旋切机生产企业
全国服务热线:13153912786
全国服务热线:13153912786
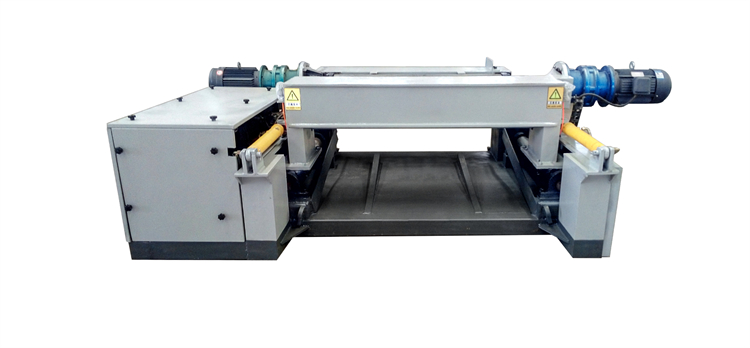
在无卡旋切机的工作过程中,刀缝问题对于它的旋切质量是有很大影响,在使用过程如果出现刀缝不合适的问题,应该怎样进行调整呢?
在工作之前,应该扭开单箱两侧的螺栓,把塞尺放入刀与单花滚中间,再调整单箱两侧的螺栓,保证刀锋大于或者等于所要加工材料的厚度。可以用塞尺检查它的间隙,保证两端一致,如果不一致需调整刀台两侧的调整丝,使其保持一致。在无卡旋切机出厂时,其实就已经对其高度进行了调整,标准是旋切刀刃口距下面的定刀螺栓为145mm,原则上旋切刀刃口高度应高于原木中心0-1mm。
在试车旋切时,如果发现切削阻力过大并有断皮现象,刀刃下明显的白痕较长,就说明刀高过高了,这就应该将旋切刀下调到合适为止。